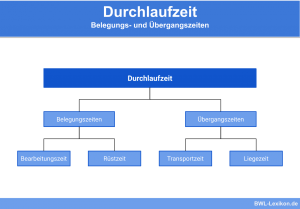
Die Durchlaufterminierung ist ein Begriff aus der Produktionsplanung. Über diese wird festgelegt, wann ein Produkt hergestellt werden muss und wie die einzelnen Arbeitsschritte aufeinander abgestimmt sein sollten, um Auftragstermine einzuhalten. Die Durchlaufterminierung erfolgt als Vorwärtsterminierung durch einen Starttermin oder als Rückwärtsterminierung durch einen Endtermin. Die reine Produktion wird dabei als Durchlaufzeit bezeichnet. Eine Durchlaufterminierung erfolgt ohne Kapazitätsgrenzen. Werden diese berücksichtigt, ist von einer Kapazitätsterminierung die Rede.
In dieser Lektion lernst du den Begriff der Durchlaufterminierung kennen. Du erhältst einen Überblick darüber, warum diese durchgeführt wird und was dabei im Zusammenhang mit den einzelnen Arbeitspaketen der Produktion zu beachten ist. Das Ende der Lektion bilden einige Übungsaufgaben.
Warum ist die Durchlaufterminierung wichtig?
Damit ein Unternehmen weiß, wann ein Produkt fertiggestellt ist oder wann mit der Produktion begonnen werden muss, werden in der Durchlaufterminierung die relevanten Daten festgelegt. Von den Daten können mehrere Bereiche profitieren, wie beispielsweise der Kundenservice, die Produktion, das Lager oder die Beschaffung.
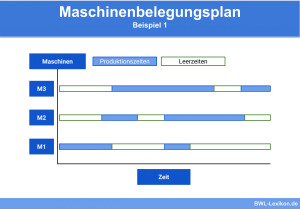
Nur durch detaillierte Daten lassen sich Personalpläne aufstellen, Aussagen gegenüber den Kunden tätigen oder Maschinenbelegungspläne ausarbeiten. In der Produktion dient die Durchlaufterminierung dazu, einzelne Arbeitsschritte in einen logischen Ablauf zu bekommen.
Durchlaufterminierung in einer Reihenfolge
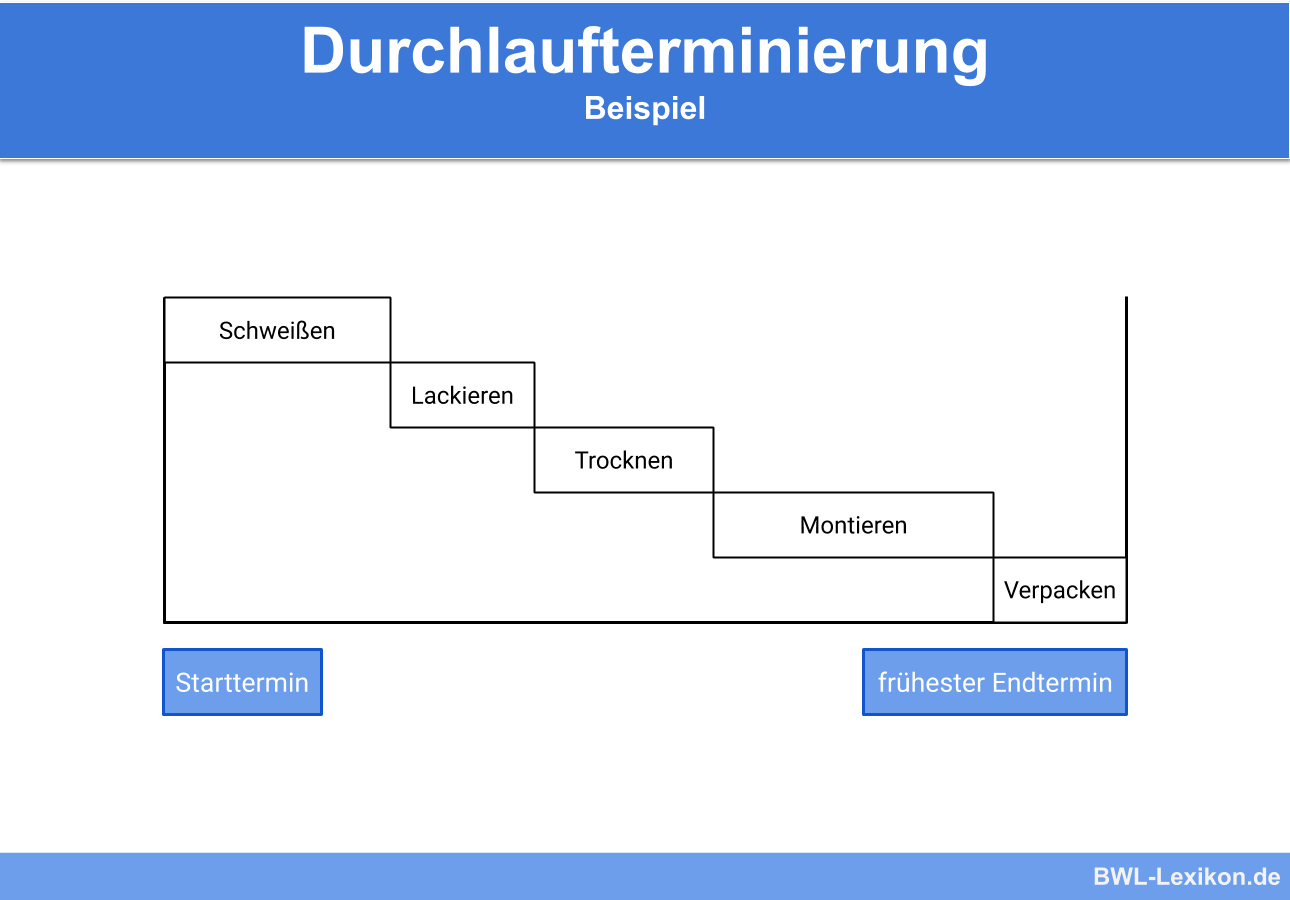
Im einfachsten Fall der Durchlaufterminierung können für die Produktion eines Gutes alle Arbeitsschritte in einer Reihenfolge durchgeführt werden. Das bedeutet, die Durchlaufterminierung kann über ein Balkendiagramm erfolgen, bei dem ein Arbeitsschritt nach dem anderen eingezeichnet wird. Hieraus ergibt sich die Reihenfolge der Arbeitsschritte ganz automatisch.
Da ein Unternehmen im Normalfall weiß, wie lange es für die Abarbeitung der einzelnen Arbeitsschritte benötigt, kann es diese zusammenaddieren und so die Durchlaufzeit bestimmen. Kapazitäten von Maschinen, Mitarbeitern oder Lagerflächen werden an dieser Stelle noch nicht betrachtet, sodass immer von einer unerschöpflichen Ressourcenauswahl ausgegangen wird.
An welchem Datum die Produktion und somit die Durchlaufterminierung starten soll, hängt davon ab, ob ein Unternehmen mit der Vorwärtsterminierung oder der Rückwärtsterminierung arbeitet.
Vorwärtsterminierung
Bei der Vorwärtsterminierung entscheidet der Startzeitpunkt darüber, wann die Durchlaufzeit endet und somit das Enddatum der Produktion sein wird. Die Anfangsterminierung hat den Nachteil, dass eine höhere Kapitalbindung und Liegezeiten entstehen. Dafür können unerwartete Probleme besser aufgefangen werden, da ein Puffer zum Abgabedatum besteht.
Das Anfangsdatum kann bei der Vorwärtsterminierung frei gewählt werden und eröffnet Flexibilität. Im Englischen wird von „progressive planning“ gesprochen.
Die Kundin hat den Wunsch, zuerst eine Haarwäsche, gefolgt von einem Haarschnitt, einer Färbung und dem abschließenden Föhnen und Legen zu bekommen. Alle Arbeitsschritte müssen in einer Reihenfolge platziert werden.
Zeitplan der Arbeitsschritte:
- Haarwäsche: 10 Minuten
- Haarschnitt: 25 Minuten
- Färbung: 45 Minuten
- Föhnen und Legen: 10 Minuten
Hieraus ergibt sich eine gesamte Arbeitszeit von 90 Minuten, sodass die Kundin den Friseursalon um 16:00 Uhr wieder verlassen könnte. Die Kundin hat somit einen Puffer von 30 Minuten, der für eventuelle Verzögerungen eingeplant werden kann.
Rückwärtsterminierung
Die Rückwärtsterminierung ist die kompliziertere Variante der Durchlaufterminierung. Hierbei wird ein Enddatum genau festgelegt, auf welches alle voranstehenden Arbeitsschritte aufgebaut werden. Es wird somit rückwärts gezählt. Die Rückwärtsterminierung hat den großen Vorteil, dass das ‚Just-in-Time Prinzip‘ durchgeführt werden kann, weil vom errechnete Startdatum bis zum Endtermin genaue Taktungen herrschen und somit kein Puffer geplant ist.
Dieses Verfahren verhindert Wartezeiten und sorgt für eine geringere Kapitalbildung, es muss jedoch beachtet werden, dass Störungen im Prozess oft nicht mehr aufgefangen werden können. In einem solchen Fall werden vereinbarte Lieferdaten nicht eingehalten und es drohen Strafzahlungen.
Im Anschluss an den Friseurbesuch will die Kundin direkt zum Standesamt, wobei dieser Termin bereits für 11:15 Uhr feststeht. Sie muss daher wissen, wann sie spätestens in den Salon kommen muss, da sie am Hochzeitstag noch weitere Termine koordinieren muss.
Zeitplan der Arbeitsschritte:
- Haarwäsche: 10 Minuten
- Haare föhnen, stecken und legen: 30 Minuten
- Augenbrauen und Härchen zupfen: 10 Minuten
- Kosmetik im Gesicht auftragen: 25 Minuten
- Fahrt zum Standesamt: 15 Minuten
Alle Arbeitsschritte dauern 90 Minuten, sodass die Kundin spätestens um 09:45 Uhr den Salon betreten muss. Das Risiko für Verzögerungen muss sie in diesem Fall tragen, da sie dadurch zu spät zum Standesamt kommen würde.
Durchlaufterminierung im Netzplan
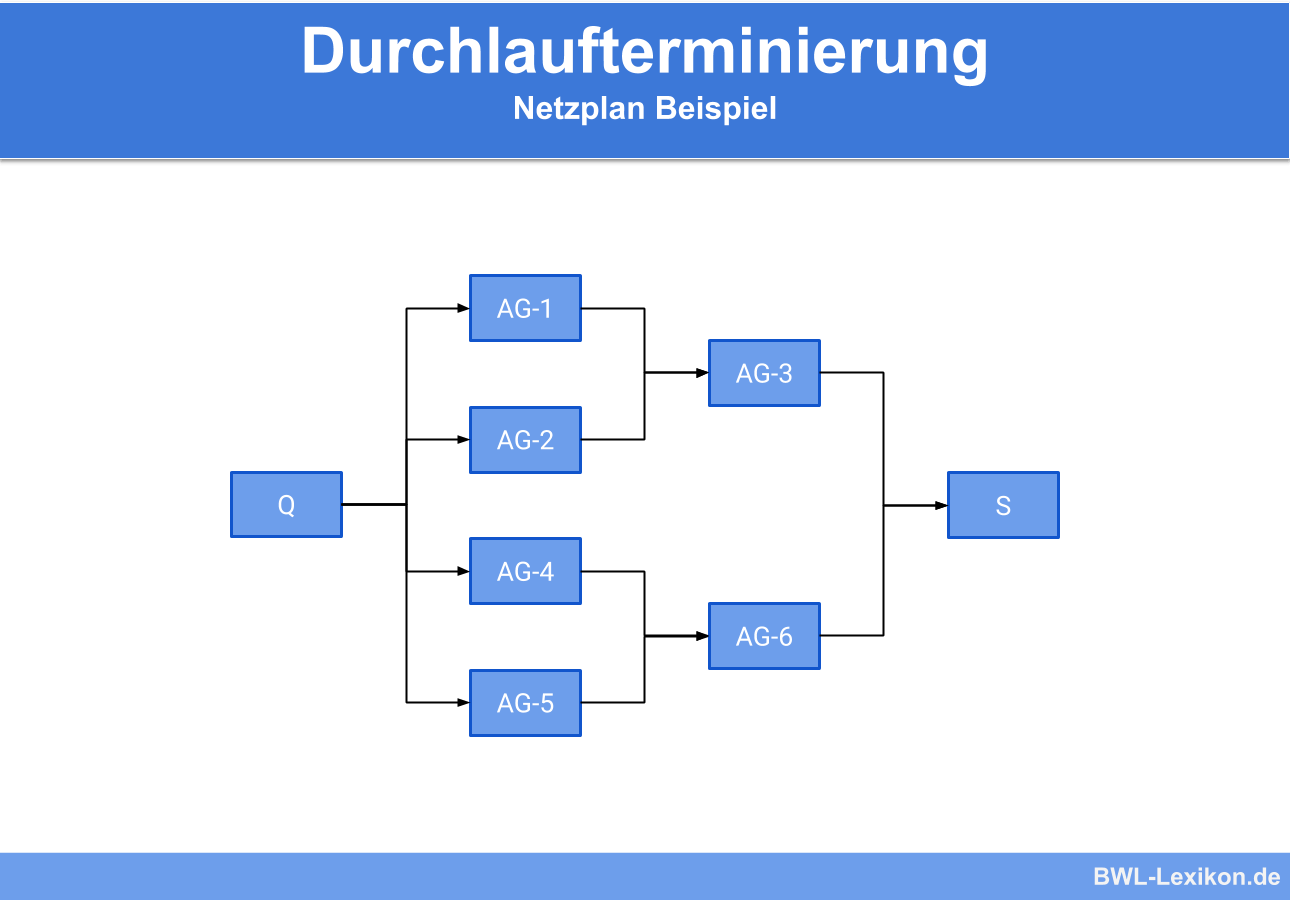
Können bei einer Durchlaufterminierung mehrere Arbeitsschritte gleichzeitig stattfinden, ist ein einfaches Balkendiagramm häufig nicht mehr ausreichend. In einem solchen Fall wird ein Netzplan benötigt, bei dem unzählige Arbeitsschritte miteinander kombiniert werden können.
Ebenfalls kommt ein Netzplan zur Anwendung, wenn ein Produkt aus mehreren Bauteilen besteht und mehrmals zwischen- und endmontiert wird. Die Abhängigkeit der einzelnen Arbeitsschritte lässt sich grafisch aus einem Netzplan ablesen.
Kapazitätsterminierung
Bei der Kapazitätsterminierung wird die Durchlaufterminierung der Produktion um den Faktor Kapazitäten ergänzt. Es wird somit nicht mehr davon ausgegangen, dass unendlich viele Ressourcen zur Verfügung stehen, sondern dass Maschinen, Personal oder auch Rohstoffe begrenzt sind.
Insbesondere bei Unternehmen, die mehrere Aufträge gleichzeitig abarbeiten, wird es zu konkurrierenden Belegungswünschen von Maschinen kommen. In einem solchen Fall existieren für ein Unternehmen Möglichkeiten, die Arbeitsvorgänge zu beeinflussen.
Alternative Abarbeitung bei Kapazitätsengpässen:
- Vergabe des Auftrags an Fremdunternehmer
- Verringerung des Auftragsbestandes
- Verlängerung der Auftragszeiten
- Arbeiten wie Wartungen oder Reparaturen verschieben
- Überstunden aufbauen
- Leiharbeiter einstellen
- Maschinen austauschen
- Stillgelegte Maschinen nutzen
- Personal oder Maschinen aus anderen Unternehmensbereichen nutzen
Übungsfragen
Ergebnisse
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen#1. Was wird in der Produktion als Durchlaufzeit bezeichnet?
#2. Die Vorwärtsterminierung von einem Auftrag in der Produktion richtet sich nach dem…
#3. Die Rückwärtsterminierung hat den Vorteil, dass mit ihr das Logistikkonzept Just-in-time durchgeführt werden kann.
#4. Mit welchem grafischen Mittel wird die Durchlaufterminierung erstellt, wenn es sich um eine Produktion mit mehreren Arbeitsschritten handelt, die gleichzeitig stattfinden und in Abhängigkeit stehen?
#5. Was ist kein Mittel, die Kapazitätsengpässe in einem Unternehmen kurzfristig zu beeinflussen?
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen