Über den Maschinenbelegungsplan steuert ein Unternehmen seine Produktion. Es wird festgelegt, welche Maschine zu welchem Zeitpunkt produzieren soll. Stehen mehrere Maschinen zur Verfügung, muss ein Unternehmen über detaillierte Planungen den optimalen Prozess errechnen. Ziel ist es, die Maschinen so einzusetzen, dass sie wirtschaftlich maximal effizient laufen. Insbesondere bei einer Just in Time Produktion ist die Produktionsplanung wichtig. Der Plan kann durch Gantt-Diagramme erstellt werden.
Diese Lektion erklärt dir den Begriff des Maschinenbelegungsplans. Du erhältst einen Überblick darüber, welche Ziele dieser verfolgt und welche Faktoren bei der Planung beachtet werden müssen. Abschließend erfährst du, wie der Maschinenbelegungsplan anhand eines Gantt-Diagramms grafisch erstellt wird. Zum Ende der Lektion stehen dir Übungsfragen zur Verfügung.
- Synonym: Ablaufplanung | Reihenfolgeplanung
- Englisch: machine assignment plan
Warum ist der Maschinenbelegungsplan wichtig?
Ein produzierendes Unternehmen verfolgt das Ziel der Gewinnoptimierung. Hierbei hilft der Maschinenbelegungsplan. Damit die Produktion nicht ohne Planung stattfindet und zudem effizient gestaltet wird, erfolgt als Arbeitsvorbereitung die Erstellung eines Maschinenbelegungsplans. Hierdurch kann festgelegt werden, dass immer die günstigsten Maschinen benutzt werden, eine hohe Auslastung herrscht und zu welchem Zeitpunkt welche Maschinen in sinnvoller Weise genutzt werden können.
Die Maschinenbelegungsplanung in der Theorie
Ein Maschinenbelegungsplan findet in produzierenden Unternehmen Anwendung und gehört hier zur Arbeitsvorbereitung. Den zur Verfügung stehenden Maschinen werden die Aufträge zugeordnet, damit die Mitarbeiter an den Maschinen wissen, was sie produzieren sollen.
Steht nur eine Maschine zur Verfügung, ist die Planung einfach zu gestalten. In diesem Fall müssen die Aufträge der Reihe nach in den Plan geschrieben werden, so wie es die Dringlichkeit der jeweiligen Produktionen erfordert.
Kommen mehrere Maschinen zum Einsatz, wird der Belegungsplan ungleich schwieriger. Es muss nicht nur auf eine reibungslose Planung, sondern auch auf eine effiziente Produktion geachtet werden. Außerdem hilft ein Maschinenbelegungsplan dabei, Abläufe mehrerer Produktionsschritte zu kombinieren. Wird ein Produkt aus mehreren Teilen hergestellt, die zuvor auch erst produziert werden müssen, lässt sich dies in einem Maschinenbelegungsplan ablesen.
Die Maschine, die die Gläser in die Fassung setzt, muss auf beide Vorprodukte warten. Über den Maschinenbelegungsplan kann nun festgelegt werden, dass die Produktion der Fassung in einer kostengünstigen Maschine erfolgen kann, da eine schnelle Produktion auf der teuren Maschine den Produktionsprozess nicht beschleunigen würde. Hierdurch verlängert sich die Herstellung der Fassung von drei auf sechs Stunden.
Das Endprodukt kann weiterhin erst nach acht Stunden produziert werden, doch hat die „Beispiel GmbH“ Kosten über die Maschinenauswahl gespart.
Die Ziele vom Maschinenbelegungsplanung
Neben der reinen Zuweisung von Aufträgen zu Maschinen verfolgt der Belegungsplan Ziele der Optimierung. Hierdurch kann die Produktivität letztendlich gesteigert werden.
Ziele vom Maschinenbelegungsplan:
- Aufträge den Maschinen zusortieren
- Reibungsloser Produktionsablauf
- Arbeitsauftrag an Maschinenführer
- Informationen über Umrüstungen liefern
- Kostengünstige Maschinen stärker auslasten
- Durchlaufzeiten minimieren
- Durchlaufzeiten errechnen
- Abläufe vorangehender Produktionsschritte einbauen
- Einhaltung von Lieferterminen
- Wartezeiten minimieren
- Wartezeiten anderweitig verplanen
Die Einflussfaktoren im Maschinenbelegungsplan
Kein Maschinenbelegungsplan gleicht dem anderen und die Erstellung eines solchen Planes kann schwierig sein, wenn unzählige Faktoren beachtet werden müssen. Je nach Größe des Unternehmens und Anzahl der Maschinen wird ein Maschinenbelegungsplan zu einem komplexen Konstrukt.
- Anzahl aktueller Aufträge mit Arbeitsgängen
- Bearbeitungszeiten
- Unterbrechbarkeit von Arbeitsgängen
- Einzuhaltende Fertigstellungstermine
- Beschränkte Lagerkapazitäten
- Vorgegebene Reihenfolgen zwischen Aufträgen
- Maschinenkosten
- Maschinenkapazität
- Maschinenanzahl
- Zielvorgabe: Maximierung der Kapazität
- Zielvorgabe: Minimierung der Durchlaufzeit
- Zielvorgabe: Termintreue
- Zielvorgabe: Minimierung der Zykluszeit
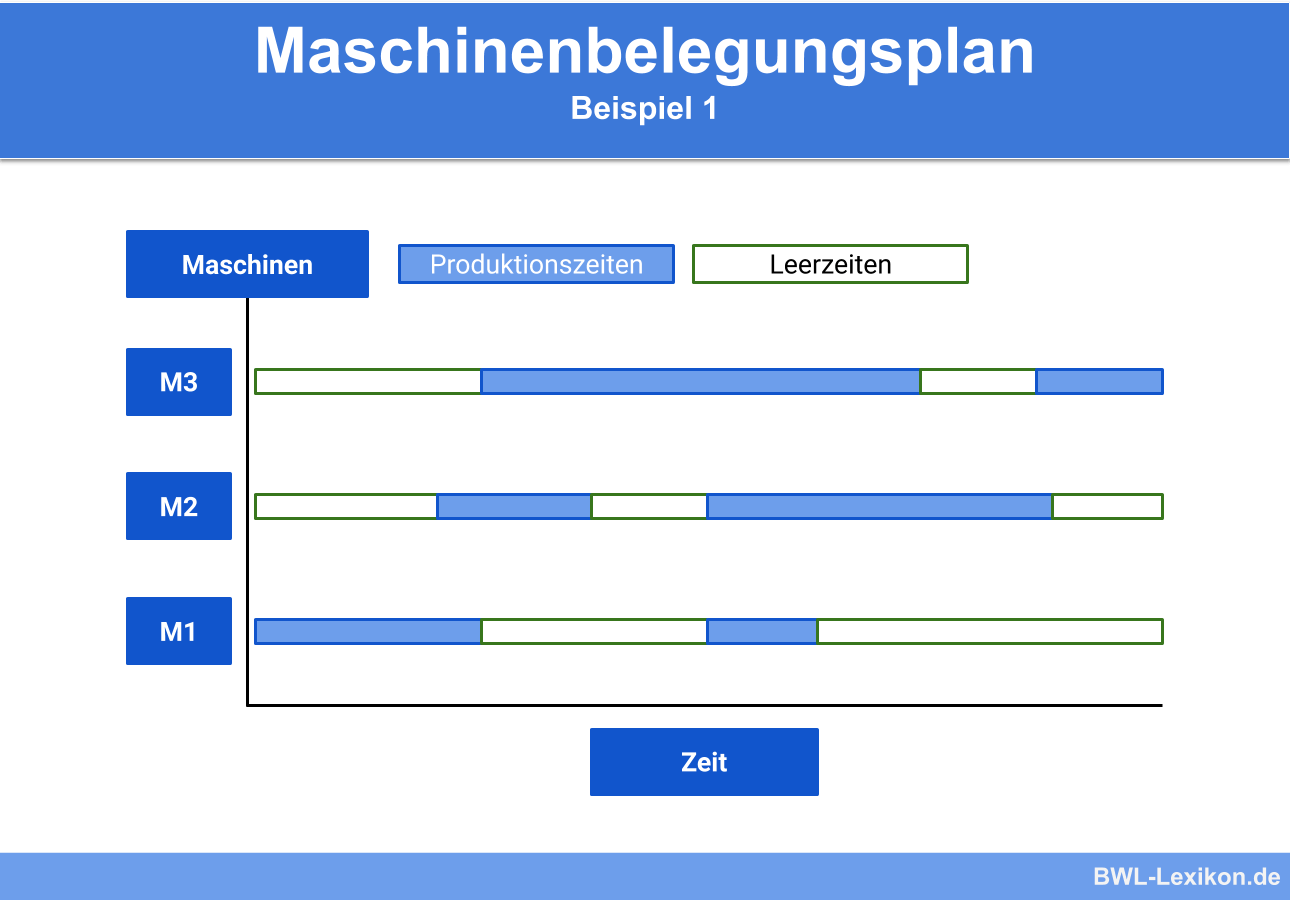
Maschinenbelegungsplan grafisch erstellen
Ein Maschinenbelegungsplan wird in den meisten Fällen zur besseren Übersicht grafisch dargestellt. Eine einfache Form ist dabei das Balkendiagramm. Bei der Erstellung sind die drei Größen Leerzeiten, Wartezeiten und Zykluszeiten entscheidend.
- Als Leerzeiten werden die Zeiteinheiten eingezeichnet, zu denen eine Maschine Stillstand hat. Im Idealfall lassen sich diese Zeiten mit anderen Aufträgen füllen, da Stillstand entgangener Umsatz bedeutet.
- Die Wartezeiten unterscheiden sich im Plan in Wartezeiten innerhalb der Aufträge, weil beispielsweise die Produkte ruhen müssen oder in Wartezeiten der Maschinen, weil diese eine Umrüstung benötigen. Die Wartezeiten lassen sich nur schwer beeinflussen, sollten aber im Fall der Umrüstung klein gehalten werden.
- Als Zykluszeit wird die tatsächliche Arbeit, also die Produktion auf den Maschinen bezeichnet. Es handelt sich um die Zeitspanne zwischen Produktionsstart und Produktionsende. Die Minimierung der Zykluszeit ist ein häufiges Ziel bei der Erstellung von Maschinenbelegungsplänen, wobei auch andere Ziele wie die Termintreue oder die Maximierung der Kapazität verfolgt werden können.
Die grafische Darstellung für den Maschinenbelegungsplan erfolgt in vielen Fällen anhand eines Gantt-Diagramms. Müssen sehr viele Faktoren berücksichtigt werden, eignen sich kompliziertere Zeichenformen nach Akers oder nach Mensch. Selbst dreidimensionale Zeichenmethoden sind möglich.
- Maschine 1: Herstellung der Riemen und Befestigung an den Sohlen
- Maschine 2: Herstellung der Sohlen
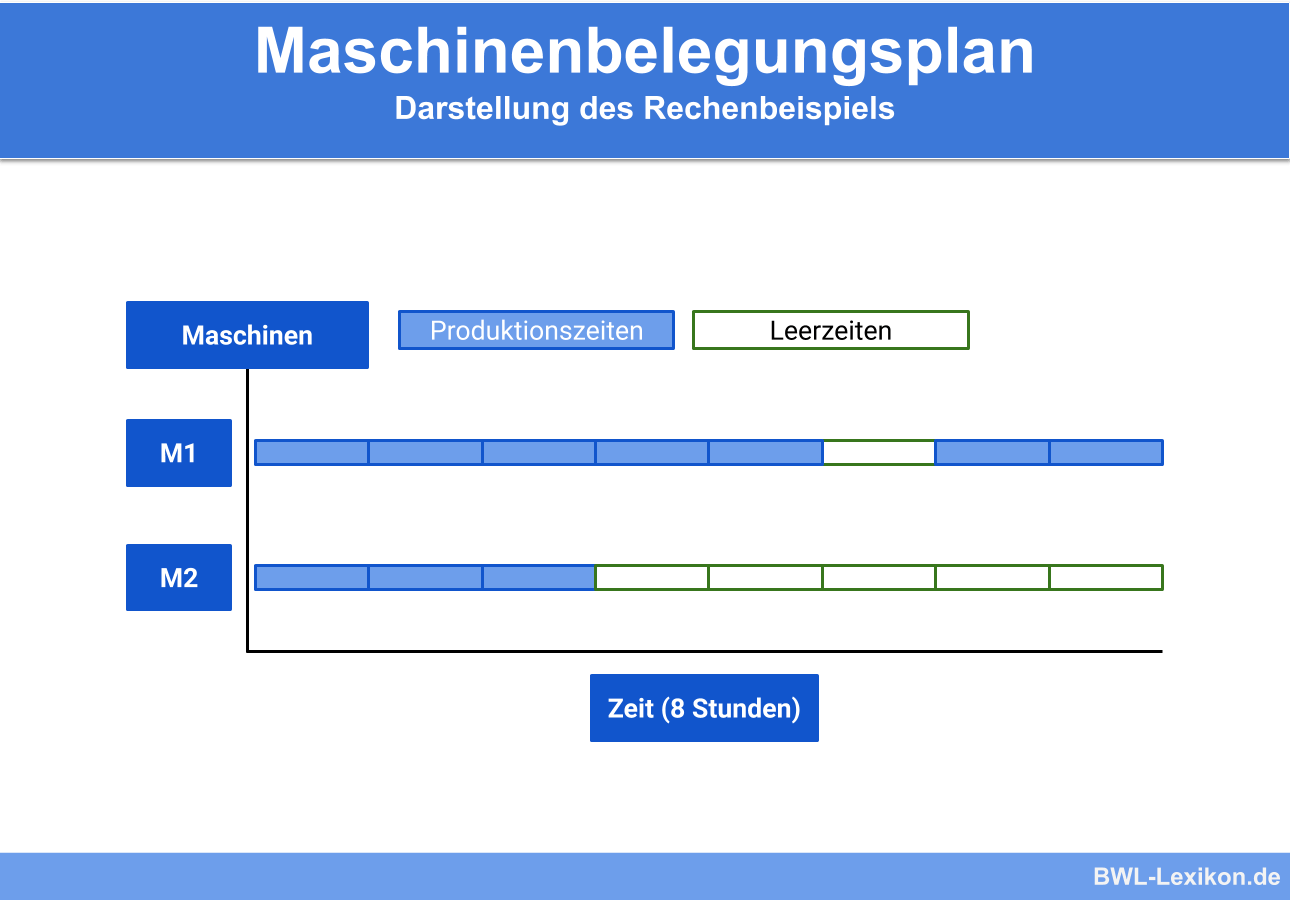
Für die Zeichnung des Gantt-Diagramms werden in den Zeilen die Maschinen M1 und M2 eingetragen. Die Spalten werden mit den Stunden von 1 bis 8 versehen.
Die Produktion von Riemen und Sohlen kann gleichzeitig starten, da beide Produkte auf unterschiedlichen Maschinen hergestellt werden. Die Produktion der Riemen dauert 5 Stunden. Die Produktion der Sohlen dauert 3 Stunden.
Maschine 1 wird im Maschinenbelegungsplan für fünf Stunden mit der Produktion der Riemen versehen, Maschine 2 wird mit drei Stunden mit der Produktion der Sohlen versehen.
Das Befestigen der Riemen auf den Sohlen ist abhängig von den vorangestellten Arbeitsschritten, weshalb beide Arbeitsschritte abgearbeitet sein müssen. Bevor die Maschine 1 die Befestigung vornehmen kann, muss diese umgerüstet werden, wofür eine Stunde benötigt wird.
Auf dem Maschinenbelegungsplan wird für Maschine 1 in der Stunde 6 der Balken mit Wartezeit für die Umrüstung fortgeführt. Bei Maschine 2 wird in den Stunden 4 bis 6 Leerzeit eingetragen, da die Produktion der Sohlen bereits früher beendet ist.
Das Zusammenführen der Produkte Riemen und Sohlen dauert insgesamt zwei Stunden.
Der Maschinenbelegungsplan wird auf Maschine 1 in den Stunden 7 und 8 mit der Produktion der Sandalen versehen. Maschine 2 wird nicht benötigt und erhält für diese Zeit Leerzeit. Eine Optimierung ist in diesem Maschinenbelegungsplan nicht möglich. Es könnte jedoch ein weiterer Auftrag genutzt werden, um die Leerzeiten der Maschine 2 zu eliminieren.
Übungsfragen
#1. Wozu dient der Maschinenbelegungsplan in erster Linie?
#2. Welche Ziele können mit einem Maschinenbelegungsplan nicht verfolgt werden?
#3. Wie nennt sich ein Diagramm, mit dem ein Maschinenbelegungsplan erstellt werden kann?
#4. Was sind mögliche Einflussfaktoren, die bei der Erstellung vom Maschinenbelegungsplan bedacht werden müssen?
Ergebnisse
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen